Юный техник - для умелых рук 1977-01, страница 12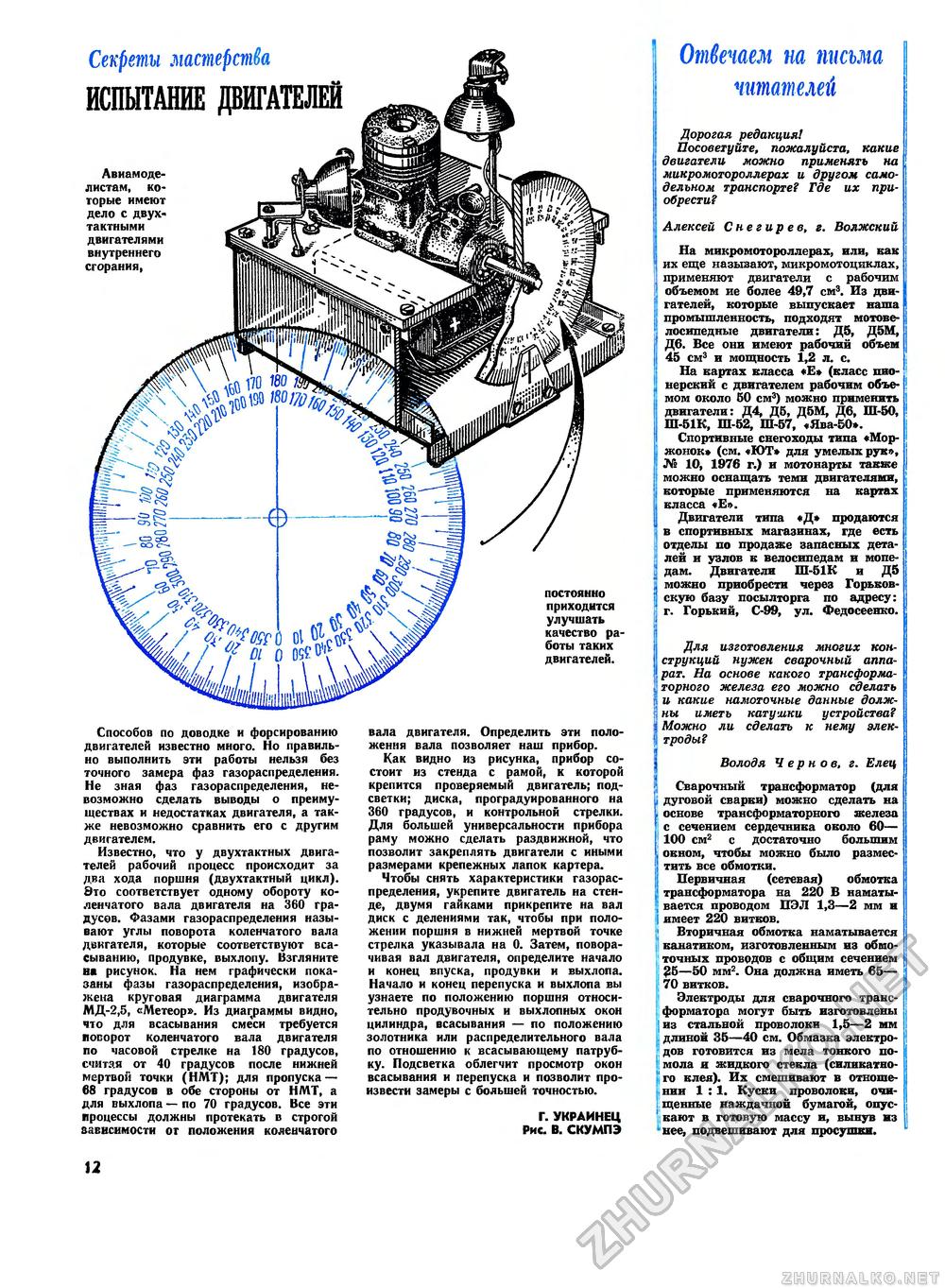
Секреты мастерства ИСПЫТАНИЕ ДВИГАТЕЛЕЙ Авиамоделистам, которые имеют дело с двухтактными двигателями внутреннего сгорания, постоянно приходится улучшать качество работы таких двигателей. Способов по доводке и форсированию двигателей известно много. Но правильно выполнить эти работы нельзя без точного замера фаз газораспределения. Не зная фаз газораспределения, невозможно сделать выводы о преимуществах и недостатках двигателя, а также невозможно сравнить его с другим двигателем. Известно, что у двухтактных двигателей рабочий процесс происходит за два хода поршня (двухтактный цикл). Это соответствует одному обороту коленчатого вала двигателя на 360 градусов. Фазами газораспределения называют углы поворота коленчатого вала двигателя, которые соответствуют всасыванию, продувке, выхлопу. Взгляните на рисунок. На нем графически показаны фазы газораспределения, изображена круговая диаграмма двигателя МД-2,5, «Метеор». Из диаграммы видно, что для всасывания смеси требуется поворот коленчатого вала двигателя по часовой стрелке на 180 градусов, считая от 40 градусов после нижней мертвой точки (НМТ); для пропуска — 68 градусов в обе стороны от НМТ, а для выхлопа — по 70 градусов. Все эти процессы должны протекать в строгой зависимости от положения коленчатого вала двигателя. Определить эти положения вала позволяет наш прибор. Как видно из рисунка, прибор состоит из стенда с рамой, к которой крепится проверяемый двигатель; подсветки; диска, проградуированного на 360 градусов, и контрольной стрелки. Для большей универсальности прибора раму можно сделать раздвижной, что позволит закреплять двигатели с иными размерами крепежных лапок картера. Чтобы снять характеристики газораспределения, укрепите двигатель на стенде, двумя гайками прикрепите на вал диск с делениями так, чтобы при положении поршня в нижней мертвой точке стрелка указывала на 0. Затем, поворачивая вал двигателя, определите начало и конец впуска, продувки и выхлопа. Начало и конец перепуска и выхлопа вы узнаете по положению поршня относительно продувочных и выхлопных окон цилиндра, всасывания — по положению золотника или распределительного вала по отношению к всасывающему патрубку. Подсветка облегчит просмотр окон всасывания и перепуска и позволит произвести замеры с большей точностью. Г. УКРАИНЕЦ Рис. В. СКУМПЭ Отвечаем на письма читателей Дорогая редакция1 Посоветуйте, пожалуйста, какие || двигатели можно применять на | микромотороллерах и другом само-| дельном транспорте? Где их при-I обрести? .1 Алексей Снегирев, г. Волжский На микромотороллерах, или, как I их еще называют, микромотоциклах, ' применяют двигатели с рабочим J объемом ие более 49,7 см3. Из дви-; гателей, которые выпускает наша : промышленность, подходят мотове-лосипедные двигатели: Д5, Д5М, Д6. Все они имеют рабочий объем || 45 см3 и мощность 1,2 л. с. На картах класса «Е» (класс пио-[j нерский с двигателем рабочим объе- ' I мом около 50 см3) можно применить I | двигатели: Д4, Дб, Д5М, Д6, Ш-50, ! Ш-51К, Ш-52, Ш-57, «Ява-50». Спортивные снегоходы типа «Мор-| жонок» (см. «ЮТ» для умелых рук», !> № 10, 1976 г.) и мотонарты также I можно оснащать теми двигателями, 1 j которые применяются на картах I класса «Е». Двигатели типа «Д» продаются I в спортивных магазинах, где есть отделы по продаже запасных деталей и узлов к велосипедам и мопе-j дам. Двигатели Ш-51К и Д5 I можно приобрести через Горьков- i скую базу посылторга по адресу: г. Горький, С-99, ул. Федосеенко. Для изготовления многих конструкций нужен сварочный аппа- I' рат. На основе какого трансформаторного железа его можно сделать и какие намоточные данные должны иметь катушки устройства? Можно ли сделать к нему электроды? Володя Чернов, г. Елец ii 5 Сварочный трансформатор (для j дуговой сварки) можно сделать на t основе трансформаторного железа ' с сечением сердечника около 60— 100 см2 с достаточно большим I окном, чтобы можно было размес-!| тить все обмотки. Первичная (сетевая) обмотка ; трансформатора на 220 В наматы-, вается проводом ПЭЛ 1,3—2 мм и | имеет 220 витков. * Вторичная обмотка наматывается канатиком, изготовленным из обмоточных проводов с общим сечением 25—50 мм2. Она должна иметь 65— 70 витков. Электроды для сварочного трансформатора могут быть изготовлены из стальной проволоки 1,5—2 мм длиной 35—40 см. Обмазка электродов готовится из мела тонкого помола и жидкого стекла (силикатно-го клея). Их смешивают в отношении 1 :1. Куски проволоки, очищенные наждачной бумагой, опус-1 кают в готовую массу и, вынув из нее, подвешивают для просушки. 10 |








